総論 幅広く、奥の深い工作機械技術の面白さ
なぜ新幹線は事故を起こさないのか
足回りのお医者さんとして活躍している車輪旋盤
東京工業大学 名誉教授 伊東誼
| 図1 | 戦闘機に源流のある新幹線の安全技術 |

旧大日本帝国海軍「零式艦上戦闘機」22型(ウィキペディアによる)

新幹線車両(O-M 製作所の好意による)
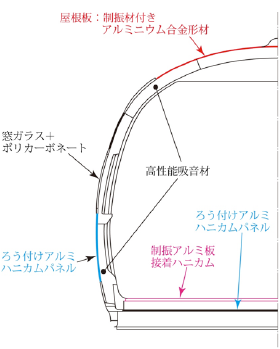
| 図2 | 新幹線車輌の車体の概略構造-500系(一般部) |
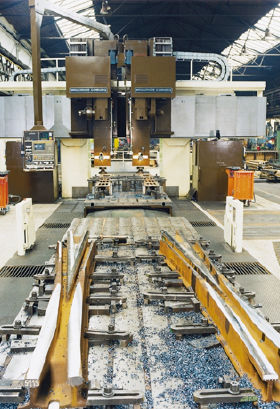
| 図5 | 五面加工機によるクロッシングの加工(Waldrich Coburgの好意による、1997年頃) |
「鉄道おたく」とも呼ばれている鉄道フアンならば、新幹線の安全性と言われれば、直ぐに「零戦」を思い浮かべるであろう。「零戦」とは、零式艦上戦闘機の愛称であり、70年以上も前の太平洋戦争の際に旧大日本帝国海軍の主力戦闘機であった。戦闘機と新幹線、しかも時を経た二つの間はどのような脈絡でつながるのであろうか。実は、想像を越える話ではあるが、新幹線の脱線防止策に零戦の機体設計の技術が伝承されている図1。
第二次世界大戦で使われた各国の戦闘機の中でも特に傑作機と高く評価されている零戦ではあるが、それまでに経験したことのない高速で飛行したので、実戦配備後にも急降下試験中に空中分解という大事故を起こしている。事故の原因究明にあたった海軍航空技術廠技師の松平 精氏は、苦心をされた後に、それ迄知られていなかった主翼のねじり振動が空中分解の原因であることが明らかにされた。
鉄道車輌も高速になると、突然に台車(車輪、車軸、台車枠などで構成)、あるいは車体が激しく左右に蛇のように揺れ動くこと、いわゆる蛇行動が生じて脱線をすることがある。戦後、松平技師は日本国有鉄道に勤務され、列車の蛇行動が零戦の主翼の振動と同じ問題であることを指摘された。そして、零戦の事故原因追求に際して得られた一連の知識を鉄道の脱線問題に、更に東海道新幹線の安全運行にも応用している(松平 1974、1991)。
それでは、東海道新幹線にみる運行スケジュールの正確さのようなソフト面は別にして、ハード面での安全対策を改めて眺めてみよう。まず、新幹線ホームで見上げてもらうと、架線が緩やかなジグザグに張られていることに気付くであろう。これは、架線から電気を取入れるパンタグラフの摺り板が全面にわたって均一に減るようにする工夫である。又、車体は零戦の知恵を借りた脱線防止の他に、見た目では判らないが、色々な素形材を使って、気密性や防音性を確保しながら安全な「軽量・高剛性」設計となっている図2。しかも、トンネルや橋梁などで車体外部の寸法・形状を制限されながら、乗り心地を良くするために車内空間を広く取っている。ちなみに、大量の動力や通信ケーブルを車体の狭い壁内に収納するという苦労もしている。
これら安全対策のうち、架線は「線引き」、又、車体の屋根に使われている「制振材付きアルミニウム合金形材」は粘弾性体を二枚の薄板で挟んで「押出し成形」という塑性加工で作り出される。工作機械とは無縁のようであるが、もちろん、それらの加工に使う機械は工作機械が産み出す。すなわち、工作機械は間接的に寄与している。
さて、新幹線の安全対策への工作機械の直接的な貢献であるが、これはホームからではみることができず、車輌基地へ出向いてもらう必要がある。車輌基地には、走る上で大事な「足回り」を保全するための設備があり、その中核は車輪旋盤と呼ばれる仲間である。
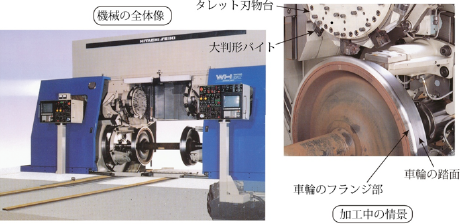
それでは、車輪旋盤について少し説明しよう。車輪のレールとの接触面である踏面は、走っていると摩耗して本来の望ましい形状から劣化してくる。又、急ブレーキをかければ滑って平たくなった部分もできて乗り心地が悪くなる上に、甚だしい場合には脱線する恐れもある。そこで、快適な走行状態を保ち、脱線を防ぐためには、ある走行距離毎に車輪の踏面を削り直す(削正と呼ぶ)必要がある。この作業に用いられるのが、工作機械の仲間(機種)である車輪旋盤である図3。
| 図3 | 床上式門形NC車輌旋盤と加工中の車輪、1990年後半(日立精機の好意による) |
ところで、長く走行すると車輪はどの位摩耗するのであろうか。実は、摩耗のデータは入手が難しく、スキッド(車輪が回転せずにレールの上を滑走)によるフラット痕(タイヤフラット)を含む摩耗状態では、大きな要因であるブレーキ痕は最大で 2?3 mmの摩滅となっている(1997年当時の実績)。又、零戦の最大速度が時速約500kmであるに対して、新幹線は時速250?300kmであることから想像できるように、高速走行のために先頭車輌は浮び上がり気味となる。そして、二及び三輌目の車輪から新幹線を走行させるのに必要な駆動力(大きな粘着力)を作り出すが、その一方、粘着力の大きいところは摩滅し易くなる。すなわち、一つの編成でみると、先頭車輌の車輪は他に比べて摩耗が少ないという不均一状態のもとで、削正作業を行うことになる。そこで、片肉(切込み深さ)で最大10mmを削り去るような車輪の削正を行っている。
車輪旋盤は、大きく床上式と床下式(在姿形)に分類される。踏面が傷むと、一般的には車輌を分解して車輪及び車軸(輪軸)を取り出し、床上式車輪旋盤を用いて、例えば大判形バイト(刃物)で削り直す図3。この方法では車輌の分解・組立が必要となり、修理工場に入庫している分を考慮して相当数の予備車輌を保有せねば運行に支障をきたすことになる。
そこで、保全・修理の時間を短縮すべく、車輌を分解することなく踏面を削り直せる「在姿車輪旋盤」が考えられた。この旋盤は工場の床下に設置され、車輌が通過しつつ順次に踏面を削り直せるという独特の仕組みとなっていて、文字通り「縁の下の力持ち」という工作機械の特質を具象化している。ここに、ことさら「在姿」という用語にこだわる理由もある。現在の新幹線では、世界の市場をほぼ独占しているドイツのヘーゲンシャイト社の在姿車輪旋盤(国内ではオーエム製作所がライセンス生産)が使われている。
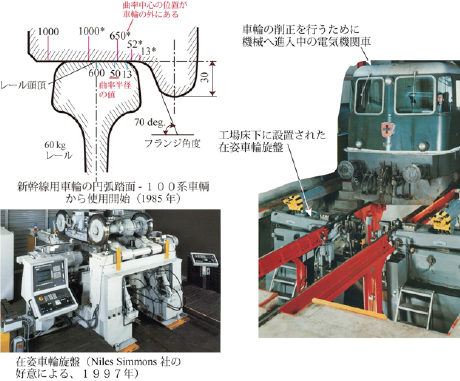
ちなみに、新幹線の車輪の踏面は、幾つかの曲線をつなぎ合わせた円弧形状である。これは「ある程度走行して車輪がレールに馴染んだ形状」を模していて、車輪がレールをしっかりと把持(粘着性能)して高速で走行するのに適している。直線状の踏面に比べると加工が大変と思われるであろうが、現在の車輪旋盤は数値制御(NC)化されているので、少々複雑な形状の踏面でも加工は容易である図4。
| 図4 | 在姿車輪旋盤と新幹線の車輪踏面の形状・寸法 |
もちろん、車輪の相棒であるレールやポイント(分岐器)を加工するための「レール平削盤」と呼ばれる仲間も必要であった。印度の鉄道では、レール平削盤を現今でも使っているが、工業先進国では五面加工機で代替されている図5。
参考文献
松平 精 (1974-6) 零戦から新幹線迄.日本機械学会誌: 77-667.松平 精 (1991) 飛行機の振動.ニッセイプロ(復刻版)